攻牙刀桿種類怎麼選?同步攻牙刀桿如何延長絲攻壽命、降低攻牙成本
By 寶怡技術團隊
前言:攻牙成本高,不一定只是絲攻本身的問題
在 CNC 金屬切削與精密加工現場,「攻牙」往往是最容易造成停機與報廢風險的工序之一。隨著鎢鋼刀具、特殊絲攻與高性能塗層刀具成本上升,加工廠不只要追求加工效率,更需要降低斷絲攻、螺紋不良與刀具壽命不穩造成的隱性成本。
許多工廠在加工 4140、S45C、SCM440、不鏽鋼或其他合金鋼時,常遇到絲攻磨耗快、螺紋表面品質不佳、通止規不穩,甚至主軸反轉退出時斷絲攻等問題。這些問題不一定只來自絲攻本身,也可能與主軸同步誤差、軸向力、冷卻排屑與攻牙刀桿選用有關。
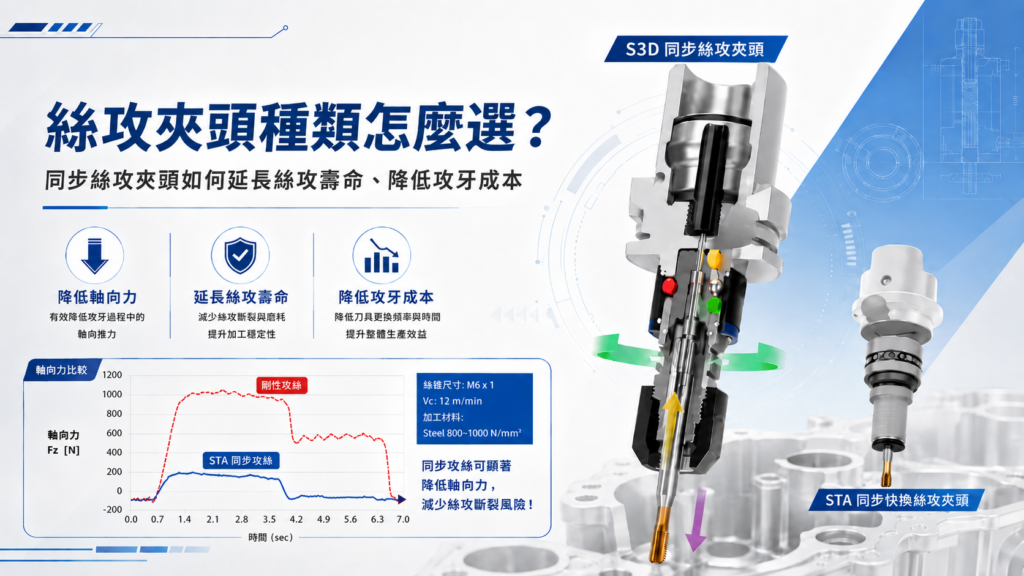
本文將解析常見攻牙刀桿種類,並說明同步攻牙刀桿如何透過微量長度補償與阻尼機構,降低攻牙軸向力、改善螺紋品質,進一步延長絲攻壽命、降低攻牙成本。
本文快速重點
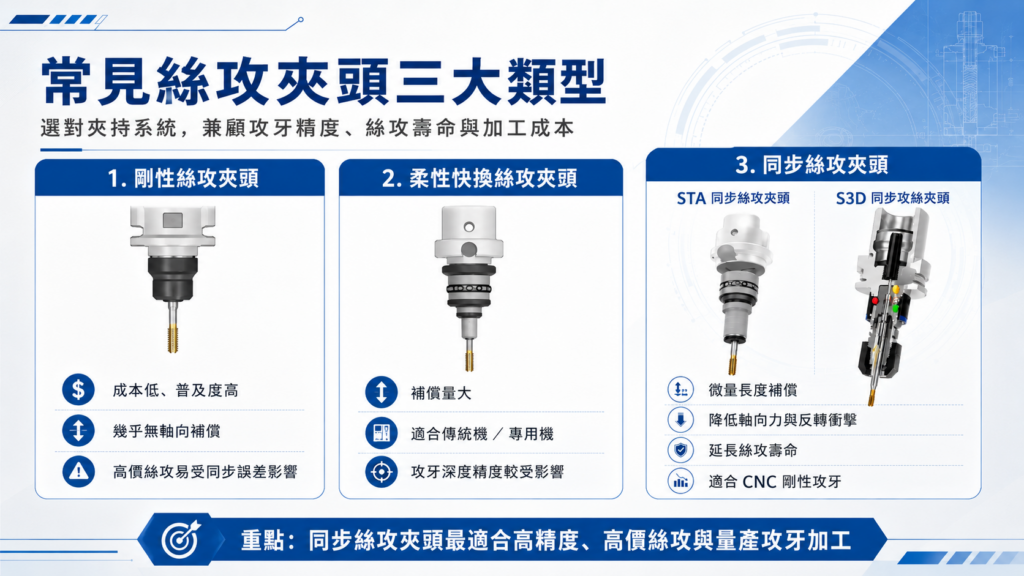
- 常見攻牙刀桿可分為剛性攻牙刀桿、柔性快換攻牙刀桿與同步攻牙刀桿。
- CNC 剛性攻牙雖由控制系統同步主軸轉速與軸向進給,但在啟動、停止與反轉瞬間仍可能產生微小同步誤差。
- 同步攻牙刀桿透過微量長度補償與阻尼機構,可降低絲攻承受的軸向力與震動。
- 軸向力降低有助於改善螺紋品質、降低斷絲攻風險,並延長絲攻壽命。
- Bilz S3D 適合高性能 CNC 加工中心與高壓中心出水攻牙;Bilz STA 則適合想沿用 ER 刀桿、降低初期投資的加工現場。
一、常見攻牙刀桿種類有哪些?
要改善斷絲攻、螺紋品質不穩與刀具壽命短的問題,必須先了解不同攻牙刀桿的結構差異。市面上常見的攻牙夾持方式,大致可分為以下三類。
1. 剛性攻牙刀桿:ER 筒夾、一般刀桿或其他剛性夾持
剛性攻牙刀桿是最常見、成本也最低的攻牙夾持方式,例如使用 ER 筒夾、一般刀桿或其他剛性刀桿直接夾持絲攻。
這類方式的優點是結構簡單、取得容易、初期成本低。但缺點是幾乎沒有軸向補償能力。當 CNC 主軸轉速與軸向進給之間產生微小不同步時,絲攻會直接承受額外的拉伸、壓縮與扭轉負荷。
在低速、低精度或一般攻牙需求下,剛性夾持仍可能足夠。但若遇到高價絲攻、合金鋼、不鏽鋼、深孔攻牙或量產加工,剛性夾持所帶來的軸向力與反轉衝擊,就可能成為刀具磨耗與斷絲攻的主因。
2. 柔性快換攻牙刀桿:適合傳統機與較大補償需求
柔性快換攻牙刀桿通常具備較大的軸向長度補償範圍,例如 ±6 mm 至 ±20 mm,常應用於傳統走刀機、舊型專用機,或主軸進給與旋轉同步性較差的設備。
這類刀桿的優勢是能吸收較大的進給誤差,降低設備同步不足造成的攻牙風險。不過,由於補償量較大,攻牙深度與螺紋位置精度可能不如現代 CNC 剛性攻牙穩定。
因此,柔性快換攻牙刀桿較適合攻牙深度容許度較大、設備同步能力較弱,或需要快速更換絲攻的加工現場。
3. 同步攻牙刀桿:為 CNC 剛性攻牙設計的高精度解法
同步攻牙刀桿是專為現代 CNC 剛性攻牙設計的夾持系統。它並不是提供大範圍浮動補償,而是提供微量長度補償,例如 +0.5 mm / -0.2 mm 這類小範圍的軸向吸收能力。
這種設計的目的,是在保留 CNC 剛性攻牙高精度與深度控制的同時,吸收主軸啟動、停止、反轉退出與進給同步誤差所造成的瞬間軸向負荷。
簡單來說,同步攻牙刀桿不是讓絲攻「自由浮動」,而是在最關鍵的微小誤差範圍內,提供絲攻需要的緩衝與保護。
二、為什麼 CNC 已有剛性攻牙,仍可能造成斷絲攻?
許多加工廠會認為,只要 CNC 機台具備剛性攻牙功能,主軸旋轉與 Z 軸進給就已經完全同步,因此不需要額外使用同步攻牙刀桿。
但在實際加工中,剛性攻牙仍可能受到以下因素影響:
- 主軸啟動與停止瞬間的動態誤差
- 主軸反轉退出時的拉伸與壓縮負荷
- 機台伺服系統反應延遲
- 絲攻與孔壁之間的摩擦阻力
- 切屑堆積造成的瞬間阻力變化
- 深孔攻牙時冷卻與排屑不足
- 不鏽鋼、合金鋼等材料造成的高切削阻力
這些微小誤差在一般加工中可能不明顯,但在攻牙時卻會直接作用在絲攻刃口與螺紋側面。尤其絲攻屬於多刃同時切削的刀具,一旦軸向力過大或反轉時受力不均,就容易造成螺紋粗糙、牙型不穩、通止規不過,甚至斷絲攻。
當絲攻價格越高、工件價值越高、攻牙孔越深,夾持系統對刀具壽命與製程穩定性的影響就越明顯。
三、同步攻牙刀桿如何延長絲攻壽命?
同步攻牙刀桿的核心價值,在於降低攻牙過程中不必要的軸向力與震動,使絲攻能在更穩定的狀態下完成切削。
1. 微量長度補償:吸收主軸與進給之間的同步誤差
在剛性攻牙中,理想狀態是主軸每轉一圈,Z 軸就精準前進一個牙距。但實際加工時,主軸加減速、反轉與伺服反應都可能產生微小落差。
同步攻牙刀桿透過微量長度補償,吸收壓縮與拉伸方向的誤差,避免這些力量直接作用在絲攻上。
這能有效降低:
- 絲攻刃口擠壓磨耗
- 反轉退出時的拉伸斷裂
- 螺紋側面二次摩擦
- 攻牙深度與牙型不穩
2. 阻尼機構:降低震動與切削衝擊
同步攻牙刀桿內部的彈性阻尼結構,除了能補償軸向誤差,也能降低攻牙過程中的微震動與反轉衝擊。
在加工合金鋼、不鏽鋼或深孔螺紋時,切屑堆積與材料反作用力常會讓絲攻承受不穩定負荷。阻尼機構能讓絲攻受力更平順,降低崩刃與螺紋拉傷風險。
3. 降低攻牙軸向力,改善螺紋品質
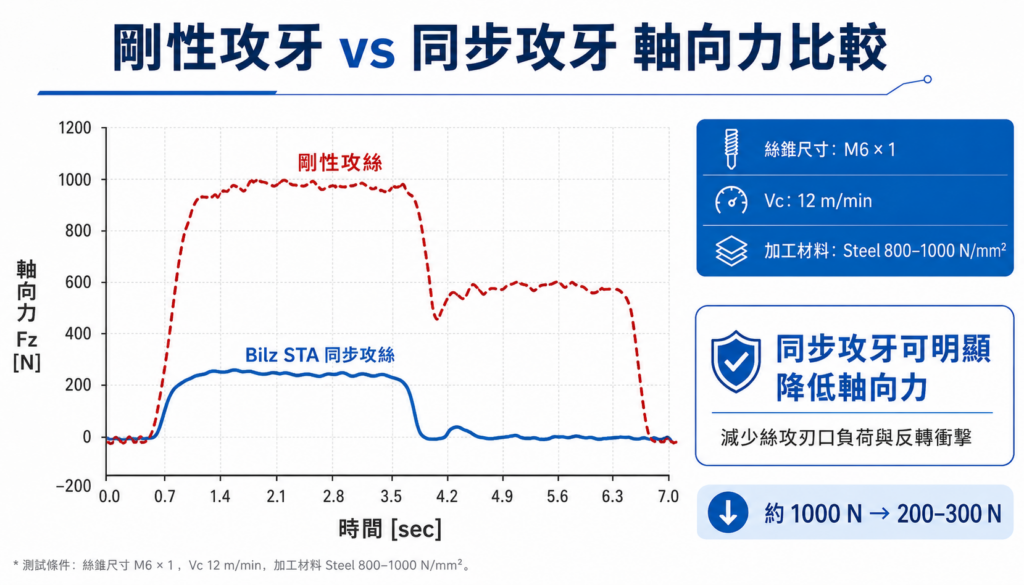
在特定實測案例中,改用同步攻牙刀桿後,攻牙過程中的軸向力可從原本約 700–1,000 N 降低至約 200–300 N。實際改善幅度會依材料、螺紋規格、孔深、切削液、絲攻設計與機台條件而有所不同。
軸向力降低後,絲攻刃口承受的擠壓磨耗減少,螺紋表面品質也更穩定。對加工廠來說,這不只是延長絲攻壽命,也能減少通止規不過、工件報廢與停機換刀成本。
四、剛性刀桿、柔性刀桿、同步攻牙刀桿差異比較
| 評比項目 | 剛性攻牙刀桿 ER | 柔性快換攻牙刀桿 WFLC / WFLK | 同步攻牙刀桿 Bilz S3D / STA |
|---|---|---|---|
| 夾持方式 | 直接剛性夾持絲攻 | 快換結構,具較大軸向補償 | 微量長度補償 + 阻尼機構 |
| 軸向補償 | 幾乎無補償 | 大範圍補償,適合非同步或舊型設備 | 微量補償,適合 CNC 剛性攻牙 |
| 攻牙深度控制 | 依機台同步精度而定 | 深度可能受浮動補償影響 | 保留剛性攻牙精度,並吸收微小誤差 |
| 絲攻受力 | 易受同步誤差影響 | 可吸收較大進給誤差 | 可降低軸向力與反轉衝擊 |
| 絲攻壽命 | 較容易受磨耗與斷刀影響 | 較剛性夾持穩定 | 通常可明顯延長,依工況而定 |
| 適用場景 | 一般低成本攻牙 | 傳統機、專用機、攻牙深度容許較大的工況 | CNC 加工中心、車銑複合機、高價絲攻與量產攻牙 |
從比較可以看出,同步攻牙刀桿並不是單純取代所有攻牙刀桿,而是在現代 CNC 剛性攻牙中,針對「高精度、高穩定、高刀具成本」的加工需求,提供更好的刀具保護與製程穩定性。
五、合金鋼與高成本攻牙加工:如何降低攻牙成本?
在加工抗拉強度約 800–1,000 N/mm² 的調質鋼或合金鋼時,例如 4140、S45C、SCM440,絲攻常會面臨較高的切削阻力與摩擦負荷。
若使用一般剛性攻牙,絲攻在反轉退出時,可能因螺紋側面二次摩擦而產生嚴重磨耗,進而造成牙型不穩、螺紋擴孔、通止規不過,甚至斷絲攻。
寶怡機械建議可從以下兩個方向評估同步攻牙刀桿的導入價值。
1. 降低軸向力,延長絲攻壽命
當攻牙軸向力過高時,絲攻刃口容易產生擠壓磨耗與崩刃。同步攻牙刀桿透過微量長度補償與阻尼機構,可降低主軸同步誤差對絲攻造成的拉伸與壓縮負荷。
在特定加工案例中,改用同步絲攻夾頭後,絲攻壽命可延長一倍以上。實際壽命改善幅度仍需依工件材質、螺紋規格、孔深、切削液、絲攻品牌與機台剛性而定。
2. 用標準絲攻取代昂貴特規刀具
有些加工現場在深孔、散熱器或干涉空間較大的工件中,為了避免夾頭干涉或斷刀,會被迫使用特長型絲攻或客製化高價絲攻。
若能透過合適的同步攻牙刀桿與模組化夾持系統,改用標準長度絲攻,不僅可降低單支絲攻採購成本,也能減少交期壓力與備刀庫存。
對量產加工廠而言,這類刀具成本節省,往往比單純追求更便宜的絲攻更有長期效益。
六、Bilz S3D 與 STA 同步攻牙刀桿推薦
德國 Bilz 長期專注於精密夾持、攻牙刀桿與燒結刀桿,針對不同 CNC 加工場景,提供 S3D 與 STA 兩種同步攻牙解決方案。
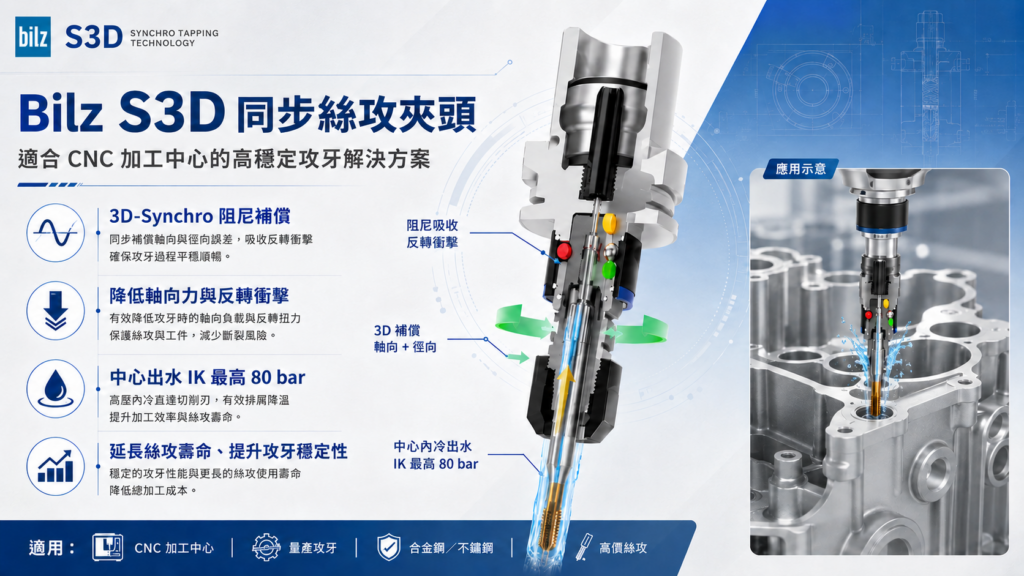
Bilz S3D 同步攻牙刀桿:適合 CNC 加工中心與高性能攻牙
Bilz S3D 採用 3D-Synchro 技術,能在攻牙過程中提供軸向與旋轉方向的阻尼補償,降低同步誤差造成的額外負荷。
在實際應用案例中,S3D 可協助降低攻牙軸向力、改善螺紋品質,並延長絲攻壽命。具體效益需依材料、螺紋規格、孔深與加工條件而定。
S3D 的主要優勢包括:
- 適合 CNC 加工中心剛性攻牙
- 微量長度補償,保留高精度攻牙深度
- 3D-Synchro 阻尼設計,降低軸向力與反轉衝擊
- 支援中心出水 IK,最高可達 80 bar
- 適合量產攻牙、高價絲攻與高穩定性製程
對於加工合金鋼、不鏽鋼、深孔螺紋或高價值工件的廠商,S3D 可作為提升攻牙穩定性與降低刀具成本的重要選項。
Bilz STA 快換同步攻牙筒夾:適合沿用 ER 刀桿與車銑複合機
Bilz STA 是以模組化概念設計的快換同步攻牙筒夾系統,可搭配 STR 同步筒夾與 STH 快換頭使用。它的特色是可整合至現有標準 ER 筒夾刀桿中,降低初期導入成本。
STA 的主要優勢包括:
- 可搭配既有 ER 刀桿系統
- 不一定需要汰換整支刀桿
- 適合車床動力刀座、車銑複合機與空間受限加工
- 快換設計,有助於縮短換刀時間
- 可搭配標準長度絲攻,降低特規刀具需求
在特定散熱器加工案例中,透過 STA 搭配標準長度絲攻,原本每 3 週更換一次絲攻的情況,延長至約每 4–5 個月更換一次,大幅降低刀具採購與換刀停機成本。實際改善幅度仍需依工件材料、螺紋條件與現場加工參數評估。

七、Bilz S3D 與 STA 怎麼選?
| 加工需求 | 建議方案 | 適合原因 |
|---|---|---|
| CNC 加工中心、高速攻牙、高壓中心出水 | Bilz S3D 同步攻牙刀桿 | 3D-Synchro 阻尼補償,IK 最高 80 bar,適合量產與高穩定攻牙 |
| 已有 ER 刀桿,不想汰換整套刀桿 | Bilz STA 快換同步攻牙筒夾 | 可整合既有 ER 系統,降低初期投資 |
| 車床動力刀座、車銑複合機、空間受限 | Bilz STA | 外徑干涉較小,適合狹窄加工空間 |
| 高價絲攻、深孔攻牙、斷刀風險高 | S3D 或 STA 依設備評估 | 透過微量補償降低軸向力與斷刀風險 |
| 需要高壓中心出水與穩定排屑 | Bilz S3D | 適合深孔、合金鋼與排屑困難攻牙 |
| 希望快速導入、降低成本門檻 | Bilz STA | 可先從既有刀桿系統升級同步攻牙能力 |
FAQ 常見問題
Q1:CNC 機台已經有剛性攻牙,為什麼還需要同步攻牙刀桿?
CNC 剛性攻牙能同步主軸轉速與軸向進給,但在主軸啟動、停止、反轉退出與高速切削的瞬間,仍可能產生微小同步誤差。這些誤差會轉化成絲攻承受的拉伸、壓縮與震動負荷。
同步攻牙刀桿的作用,是透過微量長度補償與阻尼機構,吸收這些微小誤差,降低絲攻受力,進而改善螺紋品質並延長絲攻壽命。
Q2:如果工廠現在使用 ER 刀桿攻牙,需要整套刀桿都換掉嗎?
不一定。如果希望降低初期投資,Bilz STA 快換同步攻牙筒夾是很適合評估的方案。STA 可整合至現有 ER 刀桿系統中,讓加工廠在不大幅更換既有刀桿的情況下,升級同步攻牙能力。
這對車床動力刀座、車銑複合機,或已經大量使用 ER 刀桿的工廠來說,是相對容易導入的方式。
Q3:加工 4140、SCM440 或不鏽鋼時,中心出水有什麼幫助?
加工合金鋼、不鏽鋼或深孔螺紋時,排屑與刃口溫度是影響絲攻壽命的重要因素。若切屑無法順利排出,容易造成二次切削、崩刃、螺紋拉傷與斷絲攻。
Bilz S3D 支援高壓中心出水,最高可達 80 bar,可將冷卻液送至切削區域與孔底,協助排屑、降溫並提升製程穩定性。實際冷卻效果仍需依孔深、絲攻類型、冷卻液壓力與工件材料而定。
Q4:同步攻牙刀桿適合所有攻牙加工嗎?
不一定。若是低速、低精度、低成本的一般攻牙,傳統 ER 夾持仍可能足夠。
但如果遇到高價絲攻、合金鋼、不鏽鋼、深孔攻牙、量產加工、螺紋品質不穩或斷絲攻問題,同步攻牙刀桿就值得評估。它的價值不只是夾持絲攻,而是降低軸向力與製程風險。
Q5:同步攻牙刀桿和柔性快換攻牙刀桿差在哪裡?
柔性快換攻牙刀桿通常具有較大的軸向補償,適合傳統機、專用機或主軸進給同步性較差的設備。
同步攻牙刀桿則是為 CNC 剛性攻牙設計,只提供微量補償,用來吸收主軸啟停、反轉與進給同步誤差。因此,同步攻牙刀桿更適合高精度、高效率與高穩定性的 CNC 攻牙加工。
結論:降低攻牙成本,不能只從絲攻本身著手
在鎢鋼絲攻與高性能刀具成本上升的加工環境中,單純更換不同品牌的絲攻,不一定能真正解決斷刀、螺紋品質不穩與刀具壽命短的問題。
若攻牙問題來自主軸同步誤差、軸向力過高、反轉衝擊或排屑冷卻不足,選用合適的同步攻牙刀桿,往往能比單純更換刀具更有效改善製程穩定性。
德國 Bilz S3D 與 STA 同步攻牙刀桿,分別對應不同加工需求。S3D 適合 CNC 加工中心、高壓中心出水與高穩定量產攻牙;STA 則適合想沿用既有 ER 刀桿、降低初期投資,或車銑複合機空間受限的加工現場。
技術諮詢 CTA
正在遇到絲攻磨耗快、斷絲攻、螺紋品質不穩、通止規不過或攻牙成本過高的問題嗎?
歡迎提供以下加工條件,寶怡機械可協助評估適合的 Bilz S3D 或 STA 同步攻牙刀桿方案:
- 工件材質
- 螺紋規格
- 孔深與攻牙深度
- 通孔或盲孔
- 目前使用的絲攻品牌與規格
- 目前使用的攻牙刀桿
- 冷卻方式
- 轉速與進給
- 目前絲攻壽命
- 遇到的問題,例如斷刀、磨耗快、通止規不過、螺紋粗糙等
寶怡機械可依據您的加工條件,協助評估更適合的同步攻牙夾持方案,幫助您降低軸向力、延長絲攻壽命並控制攻牙成本。