Inconel 718 加工硬化怎麼解?高溫合金刀具壽命與切削參數優化指南
By 寶怡技術團隊
本文快速重點
- Inconel 718 難加工的主因是低熱傳導率、高溫強度與加工硬化。
- 刀具短命通常不是單一刀具問題,而是切削速度、進給量、冷卻與刀具幾何沒有搭配好。
- 加工高溫合金時,過低進給反而容易造成摩擦與二次硬化。
- 使用中心出水、耐熱塗層與適合高溫合金的幾何刃口,可改善排屑、降溫與刀具壽命。
- AMEC T-A Pro鏟鑽 在 Inconel 718 鑽孔案例中,曾達到循環時間縮短 28%、單孔成本節省 19%。
在航太、能源、石油天然氣與高階設備零件中,高溫合金(Superalloys)因具備優異的高溫強度、耐腐蝕性與抗疲勞特性,被廣泛應用於渦輪葉片、發動機零件與高負載結構件。其中,Inconel 718 是加工現場最常見、也最具代表性的鎳基高溫合金之一。但對加工廠而言,Inconel 718 也代表著另一個挑戰:加工硬化嚴重、切削熱集中、排屑困難,導致刀具壽命不穩、邊溝磨損與單孔成本上升。
要征服高溫合金,不能只靠換更好的刀,必須先理解它背後的「物理特性」。為什麼這種材料會讓切削溫度瞬間破千度?為什麼傳統的加工邏輯在這裡行不通?本文將為您揭開高溫合金加工的科學真相。

一、什麼是高溫合金?為什麼 Inconel 718 特別難加工?
高溫合金通常以鎳 (Ni)、鈷 (Co) 或鐵 (Fe) 為基底。它們最神奇的地方在於,即使處於其熔點 70% 以上的高溫下,依然能維持極佳的抗蠕變(Creep resistance,指固體材料在應力作用下緩慢變形的能力)與抗氧化性能。
而在這些合金中,Inconel 718 是應用最廣泛的「全能選手」。它是一種鎳基合金,含有大量的鐵、鉻,以及少量的鈮 (Nb) 和鉬 (Mo)。
二、高溫合金加工的三大物理屏障
高溫合金之所以難加工,主要源於其材料特性在切削過程中產生的負面回饋:
1. 極低的熱傳導率
普通鋼材加工時,約 80% 的熱量會隨切屑帶走。但高溫合金傳熱極慢,熱量會大量滯留在刀尖與工件接觸面。這會導致刀尖溫度輕易突破 1000°C,引發刀具材質硬度軟化。
2. 強大的高溫強度
大多數金屬在受熱時會變軟,但高溫合金在 700°C~1000°C 時依然能維持極高強度。這意味著刀具必須持續承受巨大的切削力,且這種力量不會因為切削熱而減小。
3. 嚴重的加工硬化
這類材質在受力變形後,表面硬度會劇增。如果前一刀的切削刃不夠鋒利或進給太淺,下一刀就會在已經變硬的層面上摩擦,陷入「愈切愈硬、愈硬愈磨」的惡性循環。

高溫合金切削問題與物理成因對照表
| 現象 | 物理原因 | 建議解決邏輯 |
| 刀尖燒毀/塑性變形 | 熱傳導率低導致熱累積 | 降低切削速度 (Vc),強化內冷系統 |
| 邊溝磨損 (Notch Wear) | 加工硬化層與未加工面交界點受力 | 改變切深深度 (Ap),分散受力點 |
| 積屑瘤 (BUE) | 化學活性高,材質易黏結 | 採用正前角幾何、PVD 塗層刀具 |
| 刀片崩刃 | 陶瓷/硬質合金在高溫下變脆 | 確保穩定的進給量,避免震動 |
| 擴散磨損 (Diffusion Wear) | 高溫引發「溶解」現象 | 使用陶瓷刀具,或使用耐熱塗層並降低切削速度 (Vc) |
三、Inconel 718 加工硬化與刀具短命的解決方法
面對 Inconel 718 等高溫合金,解方如下:
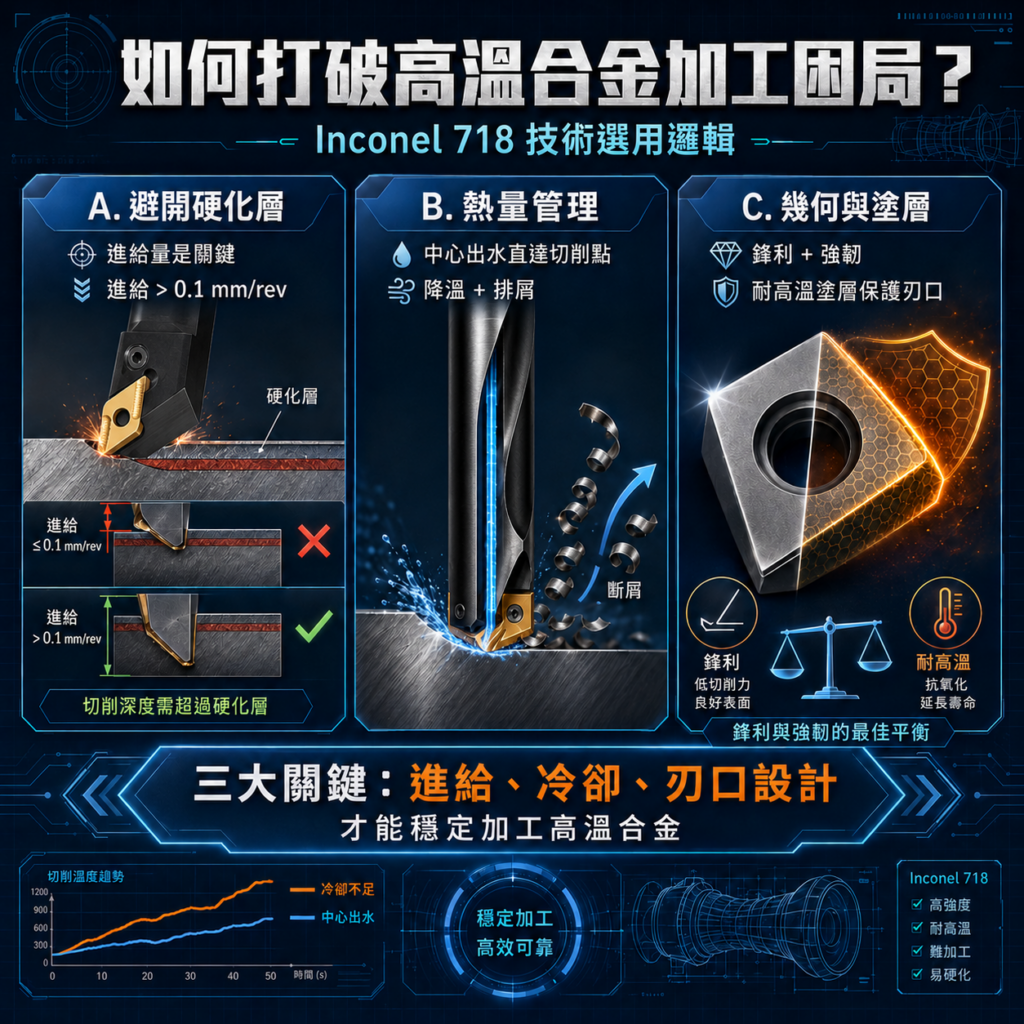
A. 「避開硬化層」:進給量是關鍵
在高溫合金加工中,最忌諱「輕切削」。進給量必須大於上一道工序產生的硬化深度(通常建議進給大於 0.1 mm/rev)。
B. 「熱量管理」:冷卻不只是降溫,更是排屑
由於熱量不隨切屑走,我們必須依靠外部介入。採用中心出水將冷卻液直對切削點。這不僅能帶走熱量,還能利用液壓噴射力量輔助斷屑,防止黏稠的高溫合金屑片纏繞刀具。
C. 「幾何與塗層」:鋒利與耐熱的平衡
高溫合金需要「鋒利」來減少切削力,但也需要「強韌」來抗崩,因此需要耐高溫的塗層來保護刃口。
D. 有效切深:避免邊溝磨損集中在同一位置
除了以上的關鍵,依照不同的加工條件,也須注意有效切深,如下表所示:
| 加工條件 | 建議策略 | 目的 |
| 粗加工 | ap 應遠大於硬化層深度(通常 > 0.25mm) | 確保刀刃進入材料內部的「軟區」切削。 |
| 精加工 | 使用極其鋒利的刀刃,並維持穩定的進給 | 避免刀具在表面「打滑」產生二度硬化。 |
| 路徑設計 | 採用變動切深或圓型刀片 (Button Insert) | 分散「水線」位置的壓力,避免溝槽磨損集中在同一點。 |
四、成功案例:突破 Inconel 718 鑽孔加工難題
理論必須經得起實戰檢驗。以石油天然氣產業常見的 Inconel 718 井口裝置鑽孔加工為例,客戶過去面臨交期不穩定與單孔成本過高的困擾。
AMEC T-A Pro 鑽孔解決方案: 針對此案例,採用了專為超級合金設計的“M” 幾何形狀 刀片,搭配超耐熱 AM460 塗層 。
參數優化: 將切削速度由 22.86 m/min 提升至 24.38 m/min,進給率從 0.08 mm/rev 增加至 0.10 mm/rev 。
具體效益:
- 效率提升: 加工循環時間縮短了 28% 。
- 成本降低: 單孔加工成本節省了 19% 。
- 穩定性: 提供了更穩定且縮短的交貨時間 。

結語
高溫合金加工並非不可戰勝,關鍵在於對「熱」與「力」的精準控制。了解材料物理特性後,選擇正確的刀具幾何與冷卻策略,就能將原本極短的刀具壽命,轉化為可預測的量產程序。
在高溫合金加工上遇到瓶頸嗎? 寶怡機械代理的歐美刀具供應商擁有豐富的航空航太與能源零件加工經驗,我們提供的解決方案,正是為了協助您突破這些物理屏障而設計。
一支穩定刀具的價值 = 避開一次報廢工件的損失 – 刀具差價
由於Inconel材料價格貴,因此「報廢率」比「刀具單價」更能決定您整體的獲利能力!
正在加工 Inconel 718、Hastelloy、鈦合金或其他高溫合金?歡迎提供工件材質、孔徑、深度、機台型號、冷卻方式與目前刀具壽命,寶怡機械可協助評估更穩定的刀具與參數方向。
FAQ 常見問題
Q1:為什麼加工高溫合金時,刀片容易出現「邊溝磨損」?
A: 因為高溫合金的表面加工硬化非常嚴重。刀片與工件「表面層」接觸的位置受到的應力最高。建議透過改變切削深度 或使用大主偏角刀具(如圓刀片),將受力點分散開來,可大幅提升刀具壽命。
Q2:陶瓷刀片和鎢鋼刀片該如何選擇?
A: 陶瓷刀片適合極高速粗加工(Vc 可達 200 m/min 以上),因為它「耐熱」,但韌性極低易崩刃;若是斷續切削或精加工時,韌性較佳的鎢鋼刀片(搭配精密塗層)仍是確保尺寸穩定的首選。
Q3:切削參數中的「速度」與「進給」,哪個影響壽命最大?
A: 速度 (Vc)。在高溫合金中,速度每提升 20%,溫度會指數級上升。若冷卻不足、排屑不順或刀具塗層不適合,提高切削速度會讓刀尖溫度快速上升,導致塑性變形、擴散磨損與刀具壽命急速下降。通常會建議先穩定「進給量」以避開硬化層,再謹慎調整「速度」來尋找產能與成本的平衡點。
適用於高溫合金切削的刀具

Boehlerit VARIOtec 葉片銑刀
在銑削極薄且昂貴的航太發動機葉片時,震動與崩刃是最大的敵人。VARIOtec 提出了完美的雙重對策:
- 消滅共振,告別「震刀」:採用不等分割刀盤設計,徹底打亂切削頻率,化解加工 Inconel 時常見的高頻共振。這不僅讓工件表面達到免拋光的粗糙度,更保護了機台主軸。
- 壽命翻倍的秘密武器:刀片基體特別添加貴金屬 「釕 (Ru)」,賦予刀具極強的抗熱震與強韌度;搭配業界最新的 HiPIMS PVD 塗層,打造出極度平滑且緻密的「隔熱裝甲」,完美防止高溫黏刀。

AMEC T-A Pro 鏟鑽
在價值數十萬的毛胚上鑽孔,一旦斷刀卡死,整個工件就面臨報廢。AMEC 的設計,就是客戶最可靠的「良率保單」:
- 精準降溫,強制排屑:刀柄內建中心出水設計,讓高壓冷卻液無視高溫氣旋與切屑阻擋,直達最熱的鑽尖。強大的水壓能瞬間將切屑向外沖出,徹底根絕切屑回堵造成的斷刀風險。
- 專屬抗熱護盾:搭配耐熱 AM460 塗層與專為高溫合金設計的 M 幾何刃口,能有效切斷堅韌的 Inconel 切屑,將熱量完美隔離,確保長時間鑽孔的尺寸精度與安全性。