精搪刀 vs 鉸刀怎麼選?7個問題快速判斷,精密孔加工指南
By 寶怡技術團隊
本文重點
- 精搪刀與鉸刀差異
- 精搪刀適合哪些加工?
- 鉸刀適合哪些加工?
- 比較表
- 實際案例
- FAQ
在 CNC 精密加工中,孔加工往往是決定工件品質的最後一道關卡。
許多加工廠都曾遇過類似情況:
- 明明鑽孔尺寸正確,但銷孔裝配時卻發生偏移。
- 孔徑符合尺寸,但真圓度、直線度無法達到圖面要求。
- 表面粗糙度始終無法改善,導致軸承、襯套裝配異常。
- 為了提高產能加快進給,卻造成孔徑超差、刀具壽命快速下降。
- 加工交叉孔或斷續切削時,刀具容易崩刃甚至整支報廢。
很多人第一時間會懷疑:
是不是刀具品質不好?
是不是切削參數設定錯誤?
但實際上,真正的原因往往更早一步。
你可能從一開始,就選錯了孔加工刀具。
當一般鑽孔已經無法滿足尺寸、公差、真圓度或表面粗糙度要求時,通常就會進入精密孔加工製程,而最常見的兩種加工方式,就是:
- 精搪刀(Fine Boring Tool)
- 鉸刀(Reamer)
它們都能將孔加工到最終尺寸,但加工原理、適用場合以及商業效益卻完全不同。
很多初學者甚至有多年經驗的工程師,都曾經遇過相同疑問:
孔加工到底應該選精搪刀?還是鉸刀?
答案其實沒有誰比較好,而是取決於你的加工需求。
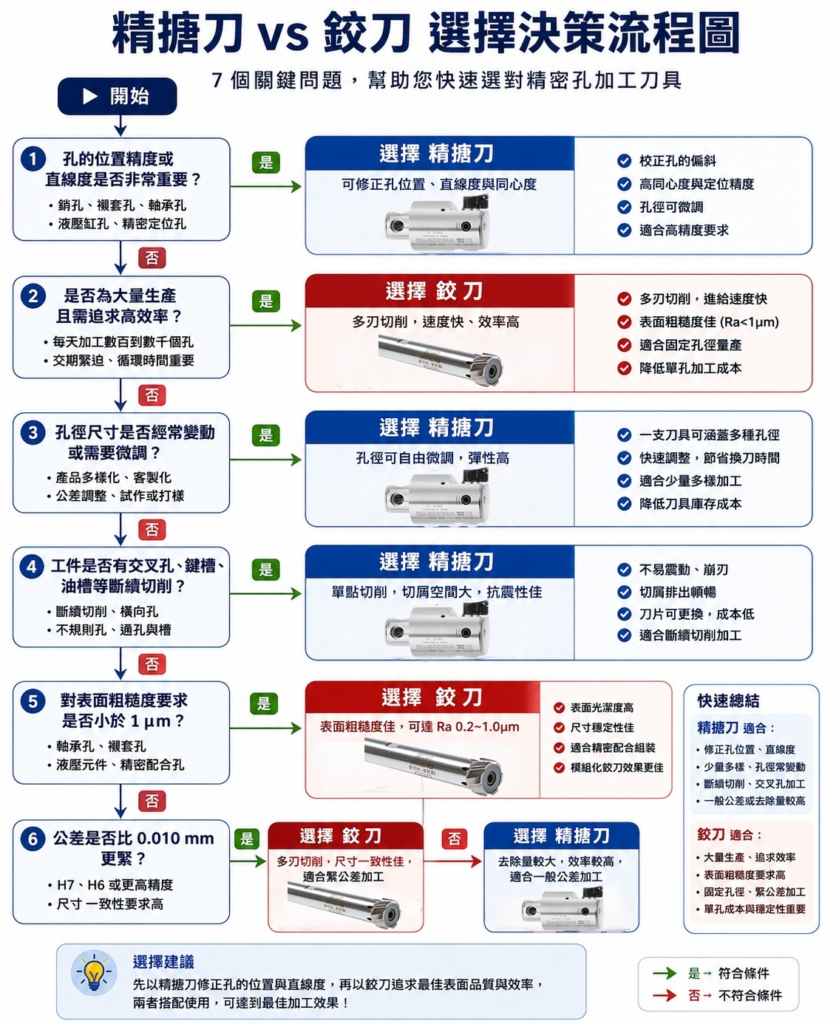
如果一句話快速回答:
✅ 需要修正孔位置、孔直線度、同心度 → 選精搪刀
✅ 需要大量生產、追求最快速度與最佳表面粗糙度 → 選鉸刀
接下來,我們將透過加工現場最常遇到的 7 個問題,一步一步帶你建立精密孔加工的正確選刀觀念。

一分鐘快速判斷:精搪刀還是鉸刀?
如果沒有時間閱讀全文,可以先參考下面這張快速比較表。
| 加工需求 | 建議刀具 |
|---|---|
| 修正孔位置 | ✅ 精搪刀 |
| 修正孔直線度 | ✅ 精搪刀 |
| 提高同心度 | ✅ 精搪刀 |
| 小批量、多樣化加工 | ✅ 精搪刀 |
| 大量量產 | ✅ 鉸刀 |
| 提高加工速度 | ✅ 鉸刀 |
| Ra < 1 μm 表面粗糙度 | ✅ 鉸刀 |
| 交叉孔、鍵槽等斷續切削 | ✅ 精搪刀 |
| 孔徑需經常調整 | ✅ 精搪刀 |
| 固定尺寸長時間量產 | ✅ 鉸刀 |
重點沒有誰比較好,而是選對加工情境。
如何選擇精搪刀或鉸刀?先問自己這 7 個問題
很多人以為選刀具,就是比較品牌或價格。
事實上,加工現場真正的判斷方式,通常都是從加工需求開始。
只要依序回答下面 7 個問題,大部分的孔加工需求,都能快速找到最適合的加工方式。
問題一:孔直線度是不是最重要?
這是判斷精搪刀與鉸刀最重要的一個問題。一般鑽孔後,預孔多少都可能產生偏移。即使使用中心鑽或定位鑽,也無法完全保證孔的中心線完全正確。如果只是一般固定孔位,也許影響不大。
但如果加工的是:
- 定位銷孔
- 軸承孔
- 襯套孔
- 液壓缸孔
- 精密模具孔
那麼孔的位置與直線度,往往比尺寸更重要。一旦孔軸線偏移,即使尺寸完全正確,整個工件仍可能直接報廢。
這時候,精搪刀就是最佳選擇。
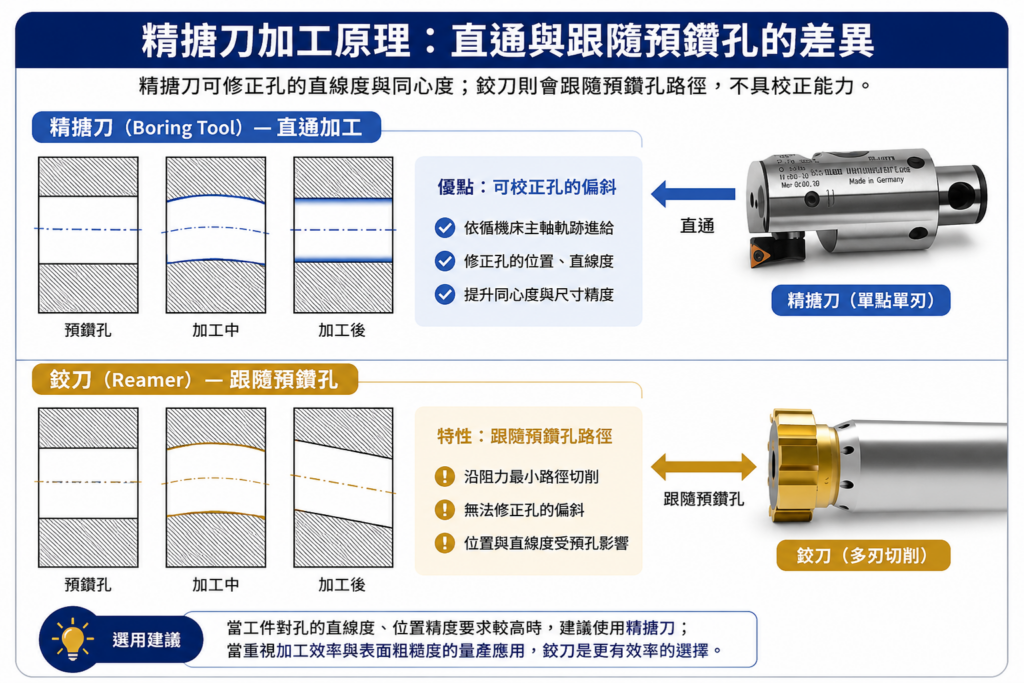
原因在於,精搪刀採用單點切削,並依循工具機主軸建立新的加工中心線,不容易受到原本預孔偏斜的影響,因此能有效修正孔的直線度與位置精度。
相反地,鉸刀屬於多刃切削,加工時通常會沿著原本孔洞阻力最小的方向前進。
換句話說:
如果預孔是歪的,鉸刀大多也會跟著歪。
因此,當孔直線度與定位精度是第一優先時,請選擇精搪刀。
問題二:你最在意的是加工速度嗎?
如果你的工廠每天都在大量生產同一種零件,交期又非常緊迫,那麼加工效率通常比任何事情都重要。
這時候,鉸刀往往比精搪刀更具優勢。原因很簡單。
精搪刀屬於單點切削,每轉一圈只有一個切削刃加工,因此進給速度相對受限。
而鉸刀通常具有 4~10 個切削刃,多個刀刃同時分擔切削,因此可以採用更高的進給率,大幅縮短單孔加工時間。
尤其採用現代模組化可換頭鉸刀時,更換刀頭只需要幾秒鐘,不必整支刀具拆卸,更能降低停機時間,提高整體設備稼動率。
因此:
- 追求最高加工效率 → 鉸刀
- 追求最高孔精度 → 精搪刀
這也是目前許多汽車零件、液壓零件與大量量產加工廠常見的選擇邏輯。
問題三:你的工件是大量生產,還是少量多樣?
很多人只看刀具價格,卻忽略了真正影響成本的,其實是生產模式。
如果你的工廠主要接的是:
- 樣品件
- 客製化零件
- 少量多樣
- 常常修改尺寸
那麼每一種孔徑都準備一支固定尺寸鉸刀,不但成本高,也缺乏彈性。
此時,具有可微調孔徑能力的精搪刀,可以快速對應不同尺寸需求,一支刀具即可涵蓋多種孔徑,加工彈性遠高於固定尺寸鉸刀。
相反地,如果是汽車零件、油壓元件或其他固定規格的大量生產產品,鉸刀則能充分發揮高速加工的優勢,以更短的加工節拍完成更多工件,降低單件加工成本。
因此可以簡單記住:
- 少量、多樣、高彈性 → 精搪刀
- 大量、固定尺寸、高效率 → 鉸刀
問題四:孔徑需要經常調整嗎?
除了加工精度之外,孔徑是否需要頻繁變更,也是選擇精搪刀或鉸刀的重要依據。
例如模具加工、治具製作、少量多樣生產,經常會遇到:
- 同一批工件有不同孔徑需求
- 打樣後需微調孔徑
- 客戶臨時修改圖面尺寸
- 公差需由 H8 調整為 H7
如果每次都更換不同尺寸的鉸刀,不僅需要準備大量刀具,更增加刀具管理成本。
這時候,精搪刀的優勢就非常明顯。
精搪刀可透過微調機構直接調整加工直徑,一支刀具即可涵蓋多種孔徑,大幅降低刀具庫存,同時縮短換刀與重新設定時間。例如 Wohlhaupter 的數位精搪刀系統,可直接透過數位刻度進行微調,操作直覺、重複精度高,非常適合需要頻繁調整尺寸的加工現場。
反之,固定式鉸刀只能加工固定孔徑。即使是可調式或膨脹式鉸刀,也主要用於補償刀具磨耗,其調整範圍有限,並不適合作為經常變更孔徑的加工方案。
因此:
- 孔徑經常變更 → 精搪刀
- 孔徑固定量產 → 鉸刀
問題五:工件有交叉孔、鍵槽或斷續切削嗎?
這是一個許多初學者容易忽略,但實際加工卻非常關鍵的問題。
如果工件上具有:
- 交叉孔
- 鍵槽
- 油槽
- 橫向孔
- 中斷切削面
加工時就會形成斷續切削。
此時,鉸刀並不是最佳選擇。原因在於,鉸刀屬於多刃切削,每一個切削刃都會反覆經歷:
切入 → 離開 → 再切入
每一次重新接觸工件,都會產生瞬間衝擊。
這種交替載荷容易造成:
- 孔徑尺寸不穩定
- 孔壁產生震紋
- 刀刃崩裂
- 刀具壽命下降
- 排屑不順造成二次切削
尤其在高硬度材料加工時,影響更加明顯。
相較之下,精搪刀採用單點切削,切屑空間充足,不容易產生多刃同時撞擊的問題。即使刀尖因衝擊而磨耗,也只需要更換單片刀片即可,不必更換整支刀具,維護成本相對較低。
因此,只要遇到交叉孔、鍵槽或任何斷續切削工況,大多數加工廠都會優先選擇精搪刀。

問題六:你的加工重點是尺寸精度,還是表面粗糙度?
很多人認為孔徑精度與表面粗糙度是一樣的。其實兩者完全不同。
舉例來說:
一個孔徑尺寸完全符合公差,但孔壁有明顯刀痕,仍然可能無法通過客戶驗收。這就是表面粗糙度的重要性。
由於鉸刀採用多刃同時切削,每個切削刃僅去除極少量材料,因此切削更加平穩。正常情況下,鉸刀可輕鬆達到 Ra 1 μm 以下,高階模組化鉸刀甚至可加工出 Ra 0.2~0.8 μm 的孔壁品質。
精搪刀雖然同樣能加工高精度孔徑,但受限於單點切削,其表面粗糙度通常落在 Ra 1~5 μm 左右。如果需要鏡面等級的孔壁,通常還需要搭配滾光刀等二次加工。
因此:
如果你的需求是:
- 軸承孔
- 液壓缸孔
- 襯套孔
- 高表面品質配合孔
通常鉸刀會是更有效率的選擇。
如果更重視:
- 孔位置
- 同心度
- 孔直線度
則精搪刀仍然具有不可取代的優勢。
問題七:真正決定成本的是刀具價格,還是單孔成本?
許多企業在採購刀具時,第一個比較的是:
哪一支刀比較便宜?
但真正影響獲利的,其實是每加工一個孔所需的總成本。
這包括:
- 加工時間
- 刀具壽命
- 換刀時間
- 刀具管理
- 工件報廢率
- 停機成本
因此,真正應該比較的是單孔加工成本。
例如:
如果一支鉸刀價格比精搪刀高,但加工速度提高一倍、刀具壽命提升數倍,每個孔平均成本反而可能更低。
反之,如果加工的是少量、多樣化產品,即使鉸刀加工速度快,也可能因為需要準備大量不同尺寸刀具,而增加整體成本。
因此,在評估刀具時,建議不要只看刀具單價,而應綜合考量:
- 每個孔加工時間
- 每支刀具可加工數量
- 換刀頻率
- 工件良率
- 人工調整時間
這才是真正符合現代精密加工的選刀思維。
精搪刀 vs 鉸刀完整比較
| 比較項目 | 精搪刀 | 鉸刀 |
|---|---|---|
| 切削方式 | 單點切削 | 多刃切削 |
| 孔位置修正 | ★★★★★ | ★☆☆☆☆ |
| 孔直線度 | ★★★★★ | ★★☆☆☆ |
| 同心度 | ★★★★★ | ★★★☆☆ |
| 加工速度 | ★★☆☆☆ | ★★★★★ |
| 表面粗糙度 | ★★★☆☆ | ★★★★★ |
| 孔徑調整 | ★★★★★ | ★★☆☆☆ |
| 少量多樣 | ★★★★★ | ★★☆☆☆ |
| 大量量產 | ★★☆☆☆ | ★★★★★ |
| 交叉孔加工 | ★★★★★ | ★☆☆☆☆ |
| 刀具管理 | 一支可涵蓋多種孔徑 | 每種孔徑需對應刀具 |
| 適合工件 | 模具、治具、航太、精密零件 | 汽車零件、液壓元件、量產加工 |
快速記住一句話:
需要「修正孔」請選精搪刀;需要「快速量產孔」請選鉸刀。
精密孔加工實戰案例:不同加工需求,刀具選擇也不同
了解精搪刀與鉸刀的差異後,真正重要的是如何應用在加工現場。以下以台灣加工廠最常見的兩種加工情境為例,說明不同需求下的最佳刀具選擇策略。
實戰情境一:S45C 中碳鋼|少量多樣、高精度加工
加工需求
許多模具、治具、半導體設備及自動化零件,都大量使用 S45C 中碳鋼。
這類工件通常具有以下特性:
- 每批生產數量不多
- 客戶經常修改圖面尺寸
- 孔徑公差要求嚴格
- 定位孔、軸承孔要求高同心度
- 每一批工件孔徑可能都不同
對加工廠而言,最大的挑戰不是切削速度,而是:
如何在最短時間內完成不同孔徑加工,同時維持穩定精度。
為什麼建議使用精搪刀?
如果使用固定尺寸鉸刀,當孔徑改變時,就必須重新準備另一支刀具。
尺寸越多,代表:
- 刀具庫存越高
- 換刀時間增加
- 採購成本提高
- 管理更加複雜
相較之下,精搪刀可透過微調機構直接調整加工直徑。同一套刀具即可涵蓋多種孔徑,大幅提升加工彈性。這也是許多模具加工廠偏好精搪刀的重要原因。
Wohlhaupter 精搪刀的優勢
如果加工需求經常變動,德國 Wohlhaupter 精搪刀系統就是許多高階加工廠的選擇。尤其搭配 VarioBore 系列 與 3E TECH 數位顯示模組,具有以下優勢:
- 可快速微調加工直徑
- 數位顯示,降低人工判讀誤差
- 重複定位精度高
- 微調操作簡單
- 適合高精度、小批量加工
相較於傳統刻度式搪刀,搭配數位顯示模組能大幅縮短設定時間,也降低因操作失誤造成的尺寸偏差。對於每天都需要修改孔徑的加工現場而言,不僅提升效率,也減少試切次數與材料浪費。

適合使用精搪刀的加工情境
如果你的工件符合以下條件:
✅ 模具加工
✅ 治具加工
✅ 半導體設備
✅ 航太零件
✅ 少量多樣
✅ 常修改孔徑尺寸
那麼精搪刀通常會是最具經濟效益的選擇。
實戰情境二:4140 合金鋼|大量生產、高效率加工
另一種常見情況,是液壓零件、重機零件、汽車零件及工程機械加工。這類工件大量使用 4140 鉻鉬合金鋼(SCM440)。
加工特性包括:
- 材料硬度較高
- 切削熱較大
- 生產批量大
- 每天加工數百至數千個孔
- 交期壓力高
此時,加工效率通常比刀具價格更重要。
為什麼建議使用鉸刀?
雖然精搪刀具有極佳的孔精度,但若每天需要加工上千個孔,加工時間才是真正影響成本的關鍵。
由於鉸刀採用多刃切削,可使用較高進給率,因此能有效縮短單孔加工時間。
除此之外,現代模組化鉸刀更具備:
- 可換刀頭設計
- 快速換刀
- 刀柄重複使用
- 降低停機時間
因此非常適合大量生產。
SCAMI 模組化鉸刀如何提升加工效率?
以義大利 SCAMI(ALVAN®) 模組化鉸刀為例,採用可換頭設計,只需更換前端刀頭即可繼續加工。
相比傳統整支鉸刀:
- 更換速度更快
- 刀具管理更容易
- 長期使用成本更低
此外,SCAMI 的膨脹式鉸刀還能透過微量調整,補償刀具磨耗造成的孔徑變化,延長整體使用壽命,降低刀具成本。
國外加工案例:單孔加工成本降低 58%
根據 Allied Machine(AMEC)分享的實際加工案例,某重型機械製造商原本採用競爭品牌搪刀加工大型鋼件。加工過程中,最大的問題包括:
- 加工時間過長
- 刀具磨耗快
- 換刀頻繁
- 生產成本居高不下
後續改用 SCAMI ALVAN® 模組化鉸刀系統 後,加工結果出現明顯改善:
| 改善項目 | 導入前 | 導入後 |
|---|---|---|
| 單孔加工時間 | 約 60 秒 | 約 23 秒 |
| 每支刀具加工數量 | 約 80 件 | 約 400 件 |
| 總生產成本 | — | 降低約 58% |
造成這些改善的原因並非只有刀具本身,更重要的是:
- 多刃切削提升加工效率
- 可換刀頭降低停機時間
- 更佳排屑能力降低刀具磨耗
- 刀具壽命延長,減少換刀頻率
因此,真正降低成本的不是刀具價格,而是每加工一個孔所需的總成本。
選對刀具,比選最便宜的刀具更重要
許多企業在評估刀具時,第一個問題都是:
「哪一支比較便宜?」
但真正有經驗的加工廠,更重視的是:
- 每個孔加工需要多久?
- 刀具多久需要更換?
- 是否容易調整尺寸?
- 是否容易維持加工品質?
- 是否能降低工件報廢率?
因為真正決定企業獲利的,不是刀具單價,而是整個製程的總成本。
有時候,價格較高的刀具,反而能因加工效率更高、刀具壽命更長、報廢率更低,最終替企業節省更多成本。
這也是目前許多高端精密加工廠,在選擇精密孔加工刀具時的核心思維。
常見問題(FAQ)
Q1:精搪刀與鉸刀最大的差別是什麼?
最大的差別在於加工目的。
精搪刀的主要功能是修正孔的位置、直線度、同心度與孔徑,因此適合高精度、小批量或需要經常調整尺寸的加工。
鉸刀則著重於提升加工效率與表面粗糙度,適合固定孔徑的大量生產,可利用多刃切削快速完成精密孔加工。
簡單記住一句話:
修正孔選精搪刀;大量生產選鉸刀。
Q2:如果預孔已經鑽歪了,可以直接用鉸刀修正嗎?
不建議。
鉸刀屬於多刃切削,加工時通常會沿著原本孔洞阻力最小的方向前進,因此無法有效修正孔的位置或直線度。如果預孔已經偏移,鉸刀通常只會加工出尺寸正確、但位置仍然偏移的孔。
若圖面要求高同心度或位置精度,建議先使用精搪刀修正孔中心線,再依需求完成最終加工。
Q3:加工交叉孔、鍵槽或斷續切削時,應該選哪一種刀具?
大多數情況下,建議使用精搪刀。
交叉孔、鍵槽等工件會形成斷續切削,多刃鉸刀容易因切削力反覆變化而產生震動、刀刃崩裂或孔徑不穩。精搪刀採用單點切削,切屑空間較大,受到衝擊時也只需更換刀片即可,因此在斷續切削工況下通常更具優勢。
Q4:鉸刀的表面粗糙度一定比精搪刀好嗎?
一般情況下,是的。
由於鉸刀採用多刃同時切削,每個刀刃切削量較小,因此較容易加工出均勻且細緻的孔壁。高品質鉸刀通常可達 Ra 1 μm 以下,高階模組化鉸刀甚至可加工至 Ra 0.2~0.8 μm。如果工件要求極佳的孔壁品質,例如軸承孔、襯套孔或液壓元件,鉸刀通常會比精搪刀更有效率。
Q5:精搪刀可以取代鉸刀嗎?
不一定。
雖然精搪刀具有高精度與孔徑可調整的優勢,但加工速度通常較慢。如果是固定尺寸、大量生產的工件,鉸刀仍具有更高的加工效率與更低的單孔加工成本。
反之,如果是少量多樣、經常修改尺寸或需要修正孔位置的加工,精搪刀則更具優勢。
因此,兩者並不是互相取代,而是依加工需求互補使用。
Q6:該如何快速判斷要選精搪刀還是鉸刀?
可以先問自己三個問題:
- 需要修正孔的位置或直線度嗎?
→ 是:選精搪刀。 - 是否為固定尺寸的大量生產?
→ 是:選鉸刀。 - 是否有交叉孔、鍵槽或斷續切削?
→ 是:選精搪刀。
只要掌握這三個判斷原則,大部分精密孔加工需求都能快速找到適合的加工方式。
結論:沒有最好的刀具,只有最適合的加工策略
在精密孔加工中,精搪刀與鉸刀並不是互相競爭的刀具,而是各自解決不同加工問題的最佳工具。
如果您的加工重點是:
- 修正孔位置
- 提升同心度
- 維持孔直線度
- 少量多樣加工
- 孔徑需要頻繁調整
那麼,精搪刀將能提供更高的加工彈性與精度。
反之,如果您的需求是:
- 固定尺寸量產
- 提高加工效率
- 縮短加工週期
- 提升表面粗糙度
- 降低單孔加工成本
那麼,高品質的模組化鉸刀將更能發揮量產優勢。
真正優秀的加工製程,並不是使用最昂貴的刀具,而是在正確的加工情境中,選擇最適合的刀具。唯有建立正確的選刀邏輯,才能兼顧品質、效率與成本,讓每一個孔都創造最大的加工價值。
寶怡機械:協助您找到最適合的孔加工解決方案
不同的材料、孔徑、公差與生產模式,都可能影響刀具的選擇。
如果您正遇到以下問題:
- 孔徑尺寸不穩定
- 真圓度或同心度無法達成圖面要求
- 孔壁表面粗糙度不佳
- 刀具壽命過短
- 單孔加工成本過高
- 不知道應該選擇精搪刀還是鉸刀
歡迎與 寶怡機械 聯繫。
我們擁有多年金屬切削應用經驗,並代理:
- Wohlhaupter 德國高精度精搪刀系統
- SCAMI(ALVAN®) 義大利模組化鉸刀系統
- Allied Machine(AMEC) 孔加工整體解決方案
可依據您的:
- 工件材質
- 孔徑尺寸
- 公差要求
- 生產批量
- 機台設備
- 加工瓶頸
提供最符合加工需求的刀具建議與切削參數規劃。讓您的加工不只是達到圖面要求,更能兼顧效率、刀具壽命與整體生產成本。
📞 歡迎聯絡寶怡機械技術團隊,讓我們協助您找到最適合的孔加工解決方案。