不鏽鋼鑽孔與切削問題怎麼解?加工硬化、切屑纏繞與刀具壽命改善指南
By 寶怡技術團隊
不鏽鋼鑽孔與切削不穩定,通常不是單一刀具問題,而是加工硬化、切屑控制、冷卻排屑與切削參數共同造成。若加工 304、316 不鏽鋼時出現切屑纏繞、燒刀、積屑瘤或刀具壽命短,優先檢查進給是否過低、是否切在硬化層、冷卻液是否能直接進入切削區,以及刀具是否具備不鏽鋼專用幾何與低摩擦塗層。
本文快速重點
- 不鏽鋼加工最常見問題是加工硬化、切屑纏繞、積屑瘤與刀具過熱。
- 304、316 等奧氏體不鏽鋼韌性高、導熱差,加工時更容易產生黏刀與排屑問題。
- 進給過低會讓切屑太薄,不易斷屑,也可能加劇加工硬化。
- 中心出水或高壓冷卻有助於降低切削熱、改善排屑與延長刀具壽命。
- 不同不鏽鋼類型需要搭配不同刀具幾何、塗層與切削參數。
不鏽鋼,尤其是 304、316 等奧氏體不鏽鋼,因具備優異的耐腐蝕性與強度,被廣泛應用於食品加工、航太、石油天然氣、水處理與精密零件。然而,對加工現場來說,不鏽鋼常伴隨加工硬化、切屑纏繞、刀具磨耗快、積屑瘤與排屑不良等問題。
本文將從不鏽鋼材料特性、常見加工失敗原因、切削參數、冷卻方式與刀具選擇切入,協助工程師改善不鏽鋼鑽孔、銑削與車削時的穩定性。
一、 常見不鏽鋼材質比較:304、316、410、17-4PH、Duplex 加工差異
不鏽鋼之所以能防鏽,主要在於鋼中加入了大量鉻(Cr,濃度至少需達 11wt% 以上),並常添加鎳(Ni)、鉬(Mo)等元素來強化抗蝕性。根據冶金顯微結構與特性,不鏽鋼主要可分為以下幾類:
- 奧氏體不鏽鋼(Austenitic Stainless Steel,如 304、316 系列): 佔市場約 70%,是最常見的鋼種。具有極佳的耐腐蝕性與低磁性,雖然無法透過熱處理硬化,但可經由冷加工強化。因鎳(Ni)含量高、韌性好、導熱差,所以加工時更容易黏刀與加工硬化,其加工性最差。
- 肥粒鐵系不鏽鋼(Ferritic Stainless Steel,如 430 系列): 通常是鐵鉻合金,具有磁性與強延展性,同樣僅能以冷加工硬化。由於不含鎳,其加工性較奧氏體佳。
- 麻田散鐵系不鏽鋼(Martensitic Stainless Steel,如 410、420 系列): 同屬 400 系列的鐵鉻合金,但這類不鏽鋼可以藉由熱處理來硬化,具備磁性及良好的延展性。
- 沉澱硬化型(PH,如 17-4): 透過低溫沉澱硬化處理,具有極高的強度與優異的韌性及耐腐蝕性,但加工難度較高。
- 雙相不鏽鋼(Duplex): 兼具鐵素體與奧氏體的特性,含有較高的鉻與鎳、鉬,具備更高的強度與局部耐腐蝕性

二、 不鏽鋼加工常見問題:加工硬化、切屑纏繞、積屑瘤與刀具過熱
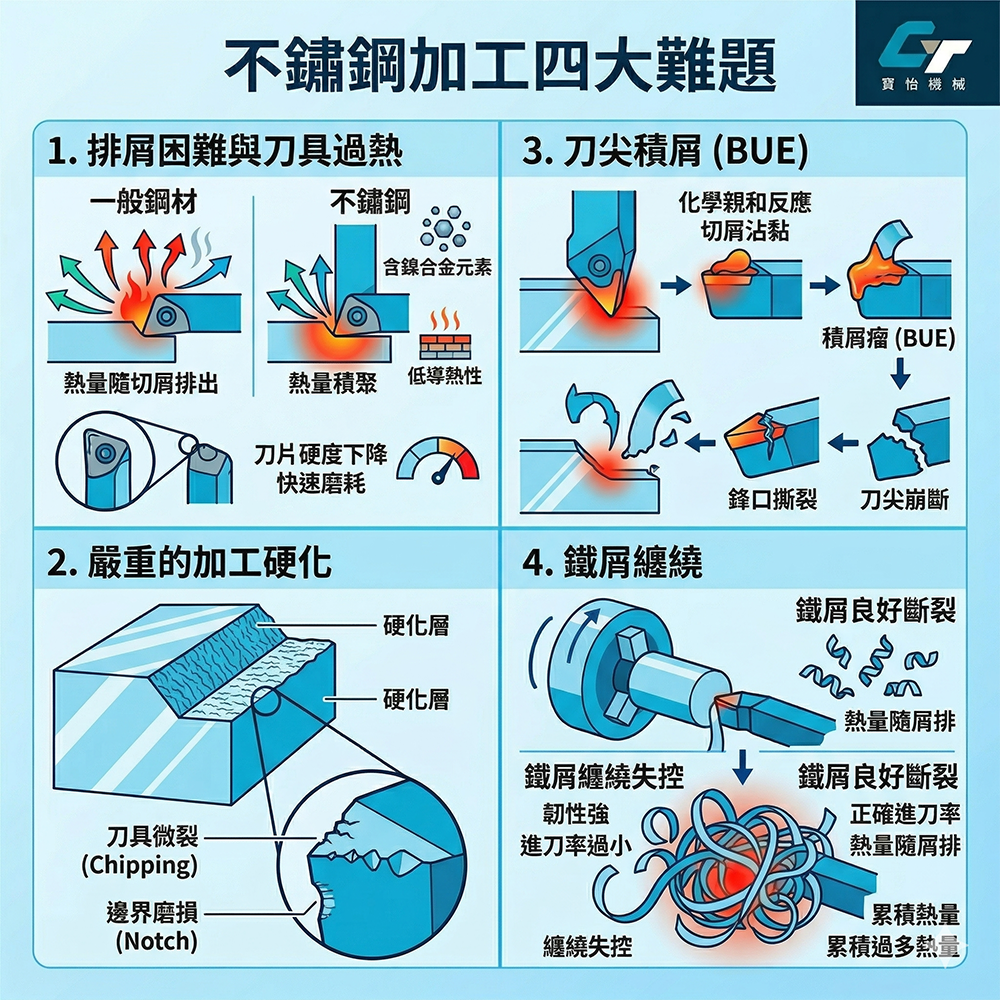
加工不鏽鋼的最大難關在於「切屑控制」與「高溫熱堆積」。以下是加工時最常遇到的四大問題:
- 排屑困難與刀具過熱: 一般鋼材切削時,熱量會隨著金屬切屑排走。但含有鎳等合金元素的不鏽鋼導熱性極低,導致熱量無法順利傳遞,反而大量積聚在切削刀片上,造成刀片硬度下降、快速磨耗。
- 嚴重的加工硬化: 不鏽鋼被切削時,表皮會產生嚴重的加工硬化現象,這不僅會導致刀片不正常的快速磨損,也會引發微裂(Chipping)與邊界磨損(Notch)。
- 刀尖積屑(BUE): 由於切削阻力大且導熱差,切削點溫度若落在特定變態區間,切屑極易與刀具產生化學親和反應而沾黏在刀尖上,最終導致鋒口撕裂或崩斷。
- 切屑纏繞: 由於不鏽鋼韌性極強,若進刀率太小,切屑會變得太薄而不易斷裂,進而纏繞失控並累積過多熱量。
三、 不鏽鋼切削參數與刀具選擇:如何改善刀具壽命與排屑?
要克服不鏽鋼低可加工性的缺點,發揮其材料優勢,建議從機台檢測、刀具選擇到切削參數設定進行全面優化:
1. 確保機台狀況與冷卻系統完善
- 剛性與對準: 鑽削不鏽鋼需要比普通鋼或鋁更大的扭矩與馬力。因此,主軸必須足夠堅固,且車床的對準必須精確,跳動應盡可能接近零。
- 採用流過刀具冷卻液: 相比一般外部冷卻液,使用「中心出水(流過刀具冷卻液)」系統能提供明顯的刀具壽命優勢。
- 冷卻液配比: 針對不鏽鋼加工,切削油的油水比例建議調高一點,因為高溫及良好的潤滑對不鏽鋼切削相當有利。
2. 精準設定切削參數(速度與進給)
- 適當的切削速度: 速度太低會導致切削點溫度落在變態區,引發刀尖積屑;但速度過高又會產生無法散去的熱量,造成刀片快速磨耗。若發生頂面磨耗,應適度降低切削速度(但建議勿低於 150 m/min)以免積屑。
- 優化進給率與切深: 為了解決加工硬化造成的刀刃損壞,「加大切深」是關鍵對策。切削深度必須大於刀尖半徑(不可小於刀尖半徑以免無法斷屑),藉由加大進刀率與切削深度,讓刀刃直接突破硬化表層,同時擴大散熱面積。
3. 正確選擇刀具幾何形狀與材質
- 刀具幾何學: 對於較軟但黏的奧氏體不鏽鋼(如 316),最好使用「前角較大(Rake 較大)」且銳利的幾何形狀,以降低加工阻力並產生較平滑的切屑。然而,對於較硬的沉澱硬化不鏽鋼(PH),過大的前角會導致切削刃變薄,進而縮短刀具壽命,必須改用較強壯的刀鋒設計。
- 基材與塗層: 選用韌性強一點的刀片材質與強韌的刀鋒設計,並搭配抗黏著力穩妥的 PVD 塗層或拋光過的刀片,能有效避免鐵屑沾黏。
| 加工現象 | 可能原因 | 優先調整方向 |
|---|---|---|
| 切屑纏繞 | 進給太低、斷屑槽不適合 | 提高進給、改用不鏽鋼專用斷屑槽 |
| 刀尖積屑 | 速度過低、潤滑不足、刀具表面粗糙 | 適度提高速度、改善切削液、改用低摩擦塗層 |
| 邊界磨損 | 加工硬化層集中在同一切削位置 | 調整切深、避免重複切在硬化層 |
| 刀具過熱 | 冷卻不足、切削速度過高 | 降低速度、使用中心出水或高壓冷卻 |
| 孔徑不穩 | 機台剛性不足、刀具跳動過大 | 檢查主軸、夾持、刀具偏擺 |
四、不鏽鋼加工成功案例:從不穩定到可預測的製程改善
不鏽鋼加工的困難,往往不是單一刀具問題,而是切屑控制、加工硬化、冷卻排屑、切削參數與刀具幾何共同影響的結果。以下兩個實際案例,分別針對深孔鑽削與不鏽鋼銑削,說明如何透過正確刀具選型與參數調整,讓製程從不穩定變得更可預測。
案例一:316 不鏽鋼管板鑽孔,取消啄鑽並提升刀具壽命
某熱交換器管板加工,材料為 316 不鏽鋼與 A36,孔徑 Ø16.08 mm、孔深 235 mm。原使用他牌鑽頭時,為避免切屑堆積,每加工 1.00 mm 就需要啄鑽一次,導致加工節奏不穩定。
改用不鏽鋼專用幾何的可換式刀片鑽頭後,切屑形成改善,成功取消啄鑽循環,刀片壽命由 50 孔提升至 140 孔,每孔成本降低約 33%。
改善重點
| 項目 | 原使用方案 | 改善後方案 |
|---|---|---|
| 加工方式 | 每 1.00 mm 需啄鑽 | 取消啄鑽 |
| 切削速度 | 80 m/min | 110 m/min |
| 加工時間 | 46 秒 / 孔 | 44 秒 / 孔 |
| 刀片壽命 | 50 孔 | 140 孔 |
| 每孔成本 | — | 降低約 33% |
改善關鍵: 不鏽鋼深孔鑽削的核心不是單純降低參數,而是讓刀具幾何、切屑形成與排屑能力互相配合,減少卡屑與啄鑽需求。
案例二:奧氏體不鏽鋼銑削,提高銑削率並縮短加工時間
某鍛錘類零件使用奧氏體不鏽鋼,加工時容易出現刀腹磨損與切削效率不足。原使用他牌銑削方案時,加工時間為 15 分鐘,銑削率為 44 cm³/min。
改用高進給銑削方案後,每齒進給由 0.6 mm 提升至 0.9 mm,切深由 1.0 mm 增加至 1.5 mm,銑削率提升至 119.6 cm³/min,加工時間縮短至 12 分鐘。

改善重點
| 項目 | 原使用方案 | 改善後方案 |
|---|---|---|
| 材料 | 奧氏體不鏽鋼 | 奧氏體不鏽鋼 |
| 切削速度 | 40 m/min | 45 m/min |
| 每齒進給 | 0.6 mm | 0.9 mm |
| 工作進給 | 400 mm/min | 725 mm/min |
| 切深 | 1.0 mm | 1.5 mm |
| 刀具壽命 | 6 m | 9.2 m |
| 加工時間 | 15 分鐘 | 12 分鐘 |
| 銑削率 | 44 cm³/min | 119.6 cm³/min |
改善關鍵: 不鏽鋼銑削不一定越保守越安全。若刀具幾何、刀片材質與機台剛性足夠,適度提高進給與材料移除率,反而能減少摩擦與熱累積,提升整體效率。
從案例得到的加工改善方向
從以上兩個案例可以看出,不鏽鋼加工的改善方向,通常不是單純降低轉速或減少切深,而是要回到以下幾個核心問題:
- 先看切屑,不只看參數
不鏽鋼若切屑過長、過薄或排不出去,就容易造成纏屑、卡屑、孔壁刮傷與刀具異常磨損。 - 進給過低不一定安全
進給太小可能讓刀具在硬化層上摩擦,反而加速加工硬化與刀腹磨損。 - 評估重點應放在單件成本
刀具單價不是唯一重點。若能減少啄鑽、縮短加工時間、提高刀具壽命,通常更能降低每孔或每件加工成本。
FAQ 常見問題:不鏽鋼加工實戰解惑
Q1:為什麼加工不鏽鋼時,刀具總是磨損得特別快?
A: 不鏽鋼加工最常見的痛點就是刀具磨損快,這主要歸咎於不鏽鋼的兩個特性:
- 加工硬化嚴重: 切削過程中,材料表面會迅速變硬,導致下一刀切削更加困難,加速刀片邊緣磨損。
- 導熱性差: 切削產生的熱量難以傳導出去,容易集中在刀具切削區,造成刀具因過熱而加速損耗。
解決方案: 建議選擇具備高耐熱性和耐磨性的刀具材質,例如鎢鋼或塗層刀片,並搭配適當的切削液,以有效降低切削溫度,延長刀具壽命。
Q2:加工不鏽鋼時,切屑容易纏繞在刀具或工件上,該如何解決?
A: 不鏽鋼的韌性較高,切削時容易產生連續的切屑,這不僅會影響表面粗糙度,還可能導致刀具損壞。
解決方案:
- 選擇合適的斷屑槽: 挑選專為不鏽鋼設計的斷屑槽,這類斷屑槽通常具備較鋒利的切削刃和較大的排屑空間,能有效折斷切屑。
- 調整切削參數: 適當提高進給量或降低切削速度,有助於改變切屑形狀,使其更容易排出。
- 使用高壓冷卻液: 高壓冷卻液能將切屑沖離切削區,並降低切削溫度,減少切屑纏繞的情況。
Q3:如何選擇適合加工不鏽鋼的刀具塗層?
A: 塗層是提升刀具性能的關鍵,選擇合適的塗層能大幅延長刀具壽命並提高加工效率。加工不鏽鋼時,建議選擇具備以下特性的塗層:
- 高硬度與耐磨性: 例如 TiAlN(氮化鈦鋁)塗層,能有效抵抗加工硬化帶來的高磨損。
- 低摩擦係數: 有助於減少切屑附著,降低切削溫度。
- 優良的隔熱性: 能阻擋切削熱傳導至刀具內部,保護刀具材質。
選刀建議: 如果您對刀具塗層選擇有疑慮,寶怡機械代理的 Boehlerit 等知名品牌,提供多款專為不鏽鋼加工設計的高性能塗層刀具,我們的技術團隊也能根據您的具體加工需求,提供最適合的選刀建議。
Q4:304 與 316 不鏽鋼加工差在哪裡?
A:316 不鏽鋼因含鉬,耐腐蝕性更好,但加工時通常更黏、更容易產生切削熱與加工硬化。若加工 316 不鏽鋼,建議更重視刀具鋒利度、斷屑槽、中心出水與切削液潤滑性。
Q5:不鏽鋼鑽孔為什麼容易燒刀或斷刀?
A:不鏽鋼鑽孔時,熱量集中、切屑不易排出,加上加工硬化,容易造成鑽頭磨耗、崩刃或斷裂。建議使用中心出水鑽頭、適合不鏽鋼的幾何刃型與塗層,並避免過低進給造成摩擦切削。
專為不鏽鋼切削設計的推薦刀具

T-A Pro鏟鑽 – 不鏽鋼鑽孔推薦
專為鑽孔不鏽鋼設計的M刀片,擁有優化切屑形成的幾何形狀和獨家的AM460塗層,克服不鏽鋼常遇到的切屑阻礙,使刀片壽命增加。
Boehlerit銑刀 – 不鏽鋼銑削推薦
經過多家用戶驗證,專為不鏽鋼設計的牌號BCM,結合塗層和切削刃設計,讓銑削不鏽鋼不再是個難題。
結語 – 不鏽鋼加工不穩定?提供加工條件,讓寶怡協助評估
總而言之,不鏽鋼絕非一種可以「盲目加工」的材料。在啟動機台之前,從了解材料的確切牌號、確認機床主軸與跳動公差,到選擇具備專用斷屑槽及適當塗層的刀片,每一個環節都至關重要。
透過正確運用冷卻系統與優化刀具參數,您將能大幅減少刀具磨耗、解決排屑難題,高效發揮不鏽鋼的完美性能。
正在加工 304、316、17-4PH、Duplex 或其他不鏽鋼材料嗎?若遇到刀具磨耗快、切屑纏繞、孔徑不穩、積屑瘤或表面粗糙度不佳,歡迎提供工件材質、加工方式、孔徑/深度、機台型號、冷卻方式、目前刀具壽命與遇到的問題。寶怡機械可協助評估更適合的刀具幾何、塗層與切削參數方向。