鋼軌銑磨是什麼?鐵道維護中研磨 vs 銑磨差異與刀具選擇
By 寶怡技術團隊
從捷運與火車彎道噪音、波浪形磨耗到 RCF 裂紋,解析為什麼歐美鐵道維護逐漸導入銑磨技術。
本文快速重點
- 鋼軌噪音常與波浪形磨耗、輪軌接觸不良、鋼軌輪廓變形有關。
- 鋼軌研磨適合小切削量、預防性維護;鋼軌銑磨適合較大移除量與嚴重損傷修復。
- 銑磨可透過成型銑刀盤一次恢復鋼軌輪廓,降低輪軌噪音與震動。
- 相較研磨,銑磨較少火花與粉塵,較適合隧道、捷運與對環境要求高的場域。
- Boehlerit 鋼軌銑磨刀具可應用於主線、道岔與特殊鋼軌輪廓加工。
您是否曾在搭乘捷運或火車,尤其是在經過彎道時,聽到刺耳的「吱——」摩擦聲? 很多人以為那是正常的機械運作,但對鐵道工程師來說,那是鋼軌在發出「求救訊號」。這些噪音不僅影響乘客舒適度,背後更隱藏著鋼軌磨損、裂紋等安全隱患。今天,寶怡機械將帶您走進鐵道維護的專業領域,了解如何透過先進的技術,讓鐵路運行得更安靜、更安全。
一、 鋼軌為什麼會產生噪音?常見磨耗、波磨與 RCF 裂紋
鋼軌承載著列車數百噸的壓力,在長期運轉下,不可避免地會產生各種「病害」:
- 波浪形磨耗(波磨): 鋼軌表面變得像波浪一樣起伏不平,這是造成車廂震動與高頻噪音的主因。
- 側面磨耗與垂直磨耗: 列車轉彎時,車輪與軌道側面的劇烈摩擦會導致鋼軌變薄。
- 滾動接觸疲勞(RCF): 鋼軌表面出現細小裂紋、黑斑或剝離,若不及時處理,裂紋會向深處延伸,甚至導致斷軌。
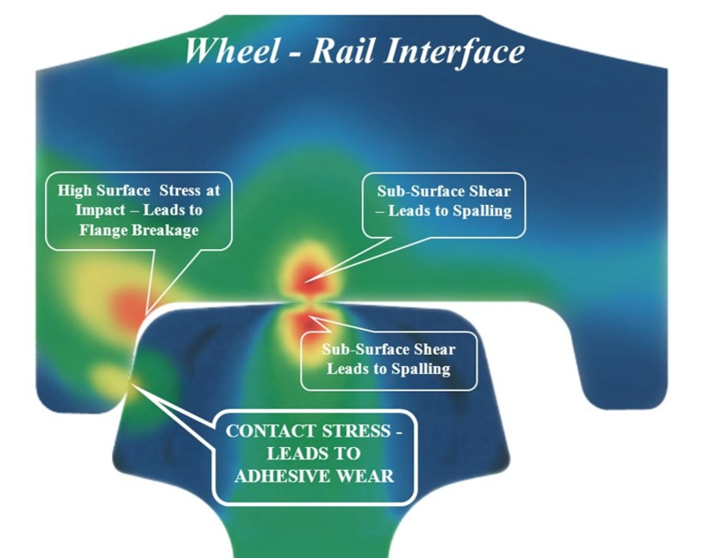
這些損傷會破壞鋼軌的「最佳輪廓」,增加輪軌噪音,並縮短軌道壽命。
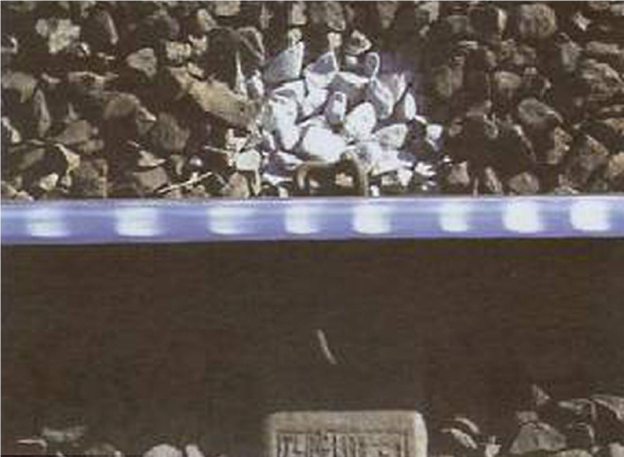
下圖分別為波浪形磨耗和擦傷

二、 鋼軌研磨 vs 鋼軌銑磨:原理、移除量與適用情境比較
當鋼軌表面出現波磨、裂紋或輪廓變形時,就需要透過研磨或銑磨等方式移除受損表層,恢復鋼軌輪廓與輪軌接觸品質。為了修復受損的鋼軌,目前業界主要有兩種「手術」方式:研磨(Grinding)與銑磨(Milling)。無論是哪種方式,都是對鋼軌表面進行切削,去除病害,使鋼軌恢復到最佳輪廓。
1. 傳統研磨(Rail Grinding):像是用「砂紙」磨平
研磨技術是利用高速旋轉的砂輪與鋼軌摩擦,移除表面的疲勞層,是目前鋼軌預防性維護與表面修整的常見方式。
- 優點: 適合預防性維護,切削量小(約 0.2mm 以下)。
- 缺點: 施工時會產生大量火花與粉塵(有火災風險),且針對深層裂紋需要往復多次作業,效率較低。

2. 現代銑磨(Rail Milling):像是用「手術刀」精雕
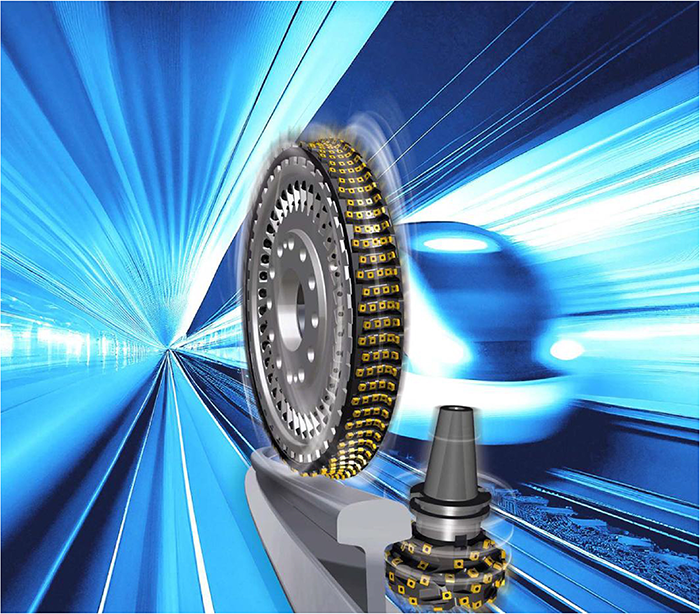
銑磨是一種新型的鋼軌輪廓修復作業,利用具備鎢鋼刀具的旋轉銑刀盤,直接對鋼軌表面進行精密銑切。
- 優點:
高效率:單次通過即可移除 0.2mm 至 3mm 的材料量,一次修復重度損傷。
高精度:能完美恢復鋼軌的初始輪廓,大幅降低噪音。
環保安全:相較研磨,銑磨產生的火花與粉塵較少,切屑也更容易集中回收,因此更適合隧道或環境要求較高的施工場域。



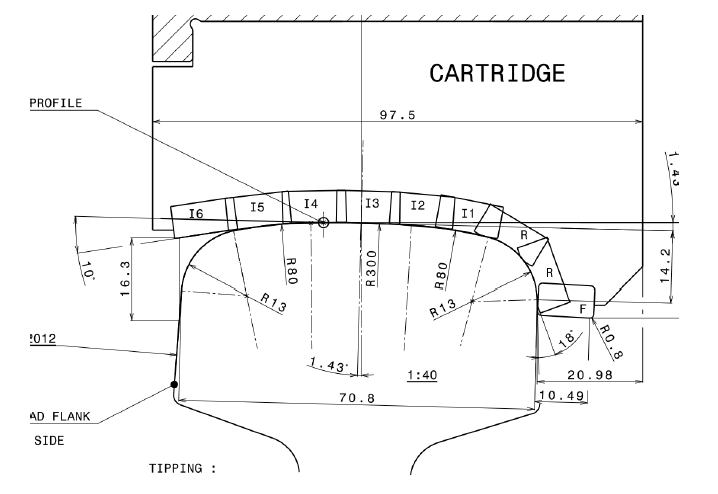
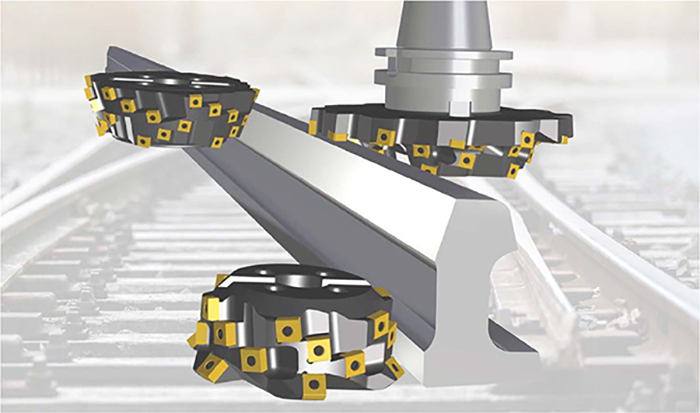
銑刀安裝在銑刀盤的徑向面上,每個銑削斷面安裝幾個銑刀,銑刀盤一圈有數個銑削斷面,這樣所有的銑刀構成一個完整的鋼軌軌頭輪廓。
下圖為銑磨前後的照片


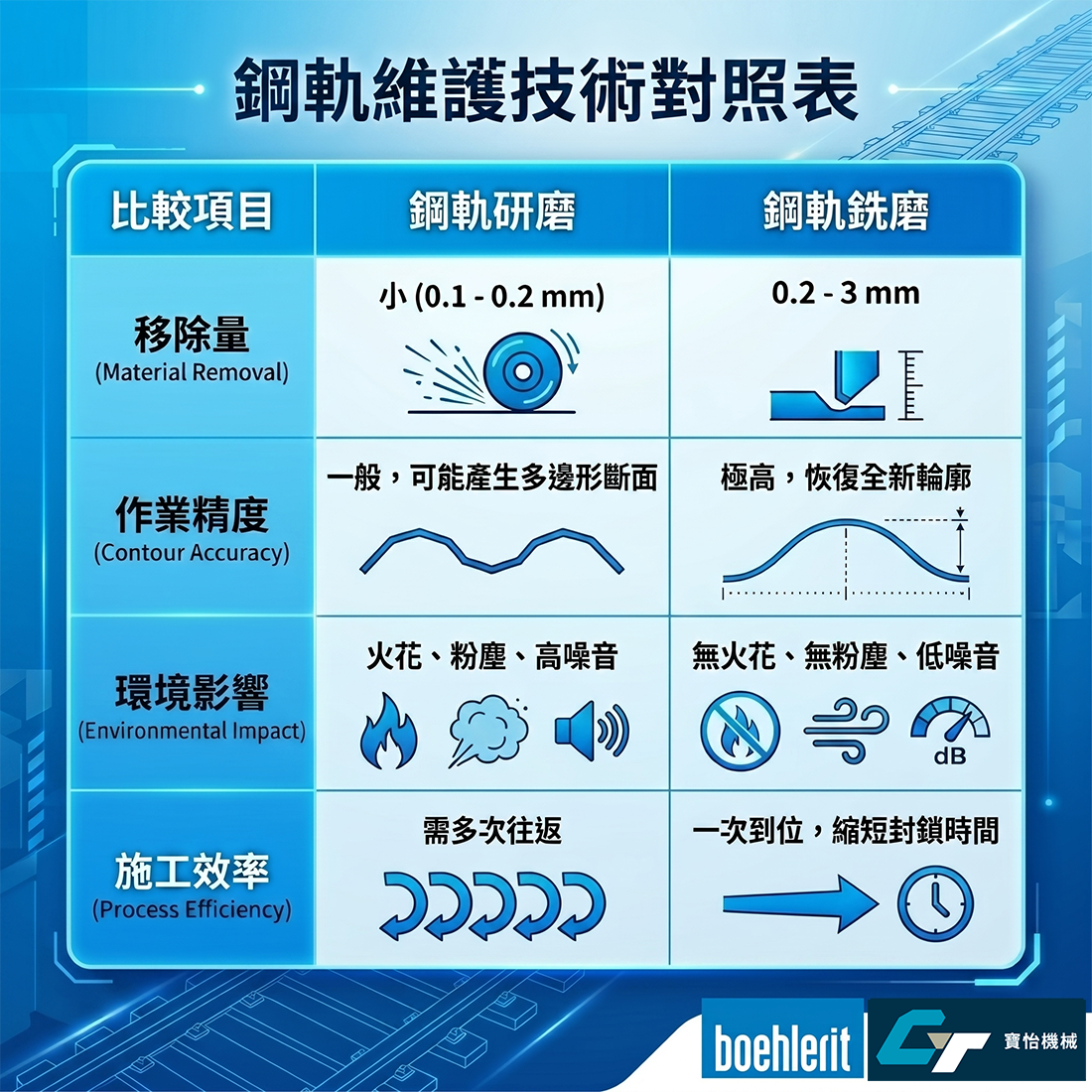
研磨與銑磨對照表
| 比較項目 | 鋼軌研磨 Grinding | 鋼軌銑磨 Milling |
|---|---|---|
| 加工方式 | 以砂輪磨削移除表面材料 | 以成型銑刀盤切削鋼軌輪廓 |
| 適合情境 | 預防性維護、小量修整 | 重度磨耗、深層裂紋、輪廓恢復 |
| 移除量 | 小,約 0.1–0.2 mm | 大,約 0.2–3.0 mm |
| 作業次數 | 較常需要多次往返 | 可一次移除較大材料量 |
| 環境影響 | 火花、粉塵、噪音較明顯 | 較少火花與粉塵,切屑可回收 |
| 成本觀點 | 初期常見、適合定期保養 | 單次成本可能較高,但可降低封鎖時間與換軌成本 |
實際移除量與作業速度會依設備型式、鋼軌材質、損傷深度、現場封鎖時間與目標輪廓而有所不同。
3. 什麼情況適合鋼軌研磨?
當鋼軌主要是輕微波磨、表面粗糙、初期 RCF 或需要定期預防性維護時,研磨仍是常見且有效的選項。研磨可用於移除少量表面材料、調整輪軌接觸位置,並延緩裂紋擴展。
4. 什麼情況適合鋼軌銑磨?
當鋼軌已有較深裂紋、嚴重波浪形磨耗、輪廓變形,或需要在有限封鎖時間內移除較大材料量時,銑磨更具優勢。銑磨以刀具切削方式移除材料,可較精準恢復鋼軌輪廓,且切屑可回收,較適合隧道、捷運與高環境要求場域。
三、 為什麼越來越多鐵道維護導入鋼軌銑磨技術?
在歐美及亞太先進國家,鐵道維護已逐漸轉向以「銑磨技術」為主。這不僅是因為銑磨能更精準地處理高鐵、重載鐵路的高強度需求,更是出於數位化管理與永續經營的考量。在合適的維護策略與設備條件下,銑磨有助於延長鋼軌使用壽命、降低換軌頻率,減少換軌頻率,對於營運單位來說,長期成本反而更低。
四、 Boehlerit 鋼軌銑磨刀具:主線、道岔與隧道維護應用
在銑磨這項精密的手術中,「刀片」就是手術刀的刀尖。寶怡機械代理來自奧地利的頂尖品牌——Boehlerit。
Boehlerit 隸屬於 Brucklacher 集團,擁有超過 90 年的鎢鋼研發經驗,是很多知名刀具製造商的合作夥伴,擁有鎢鋼的堅強技術,尤其在重切削更是強項。不只鋼軌銑磨,對於道岔銑磨刀也可量身訂製滿足需求。其針對鐵道維護開發的專用刀具具備以下優勢:
- 卓越耐磨性: 採用特殊塗層技術,能應對不同硬度的鋼軌材料。
- 高精度切削: 確保銑磨後的鋼軌表面光滑如新,有效抑制輪軌噪音。
- 彈性化更換:一體式或刀片式版本,可快速更換刀具
- 客製化設計: 無論是主幹線、道岔或隧道內鋼軌,Boehlerit 都能提供專屬的刀盤與刀片組合方案。

結語
鐵道鋼軌的維護,是確保行車安全與提升乘客體驗的關鍵。寶怡機械致力於引進全球頂尖的銑磨刀具技術,協助台灣軌道產業邁向更高效率、更環保的維護新紀元。
若您正在評估鋼軌銑磨、道岔銑磨或鐵道維護刀具方案,歡迎提供鋼軌型號、損傷類型、預計移除量、施工場域與設備條件。寶怡機械可協助評估 Boehlerit 鋼軌銑磨刀具、刀盤與客製化刀片配置。
FAQ 常見問題
Q1:鋼軌表面有嚴重的「波浪型磨耗」與深層微裂紋,這種情況下用銑削還是打磨處理比較划算?
A:若缺陷深度較深、輪廓變形明顯,通常會優先評估鋼軌銑磨。如果缺陷深度超過 0.5mm,使用打磨車可能需要來回行駛 5 到 10 趟才能磨平,耗費龐大的時間與軌道封閉成本。銑削技術可以「一趟到位」,單次切除深層裂紋並恢復完美的鋼軌輪廓,從總體工時與封線成本來看,銑削的經濟效益遠大於打磨。
Q2:在嘗試鋼軌銑削時,發現刀片磨耗非常快,甚至會崩刀,該如何解決?
A:這通常是因為切削到了鋼軌表面的「極重度加工硬化層」,或是選用了不適合重度衝擊的普通刀片。建議改用專為鐵道銑削開發的特殊厚度鎢鋼刀片(如搭載耐高溫 CVD 塗層與強壯刃口設計的歐系品牌刀片)。此外,檢查切削參數(如每齒進給量 fz 與切削速度 Vc)是否過快,適度降速並保持穩定的進給,能大幅延長刀具壽命。
Q3:鋼軌經過銑削加工後,表面會不會太粗糙?還需要進行二次拋光研磨嗎?
A:不需要。現代的鋼軌銑削設備搭配精密設計的成型銑刀盤,加工後的表面粗糙度與輪廓精度已經可以直接符合鐵路局或捷運局的「通車標準」。銑削後留下的微小切削紋理反而有助於提升列車初期的抓地力,完全省去了二次研磨的麻煩。
Q4:鋼軌銑磨和鋼軌研磨可以搭配使用嗎?
A:可以。研磨適合定期小量修整與預防性維護,銑磨適合較大移除量或輪廓嚴重變形修復。在部分鐵道維護策略中,兩者可依鋼軌損傷深度、路線條件與封鎖時間搭配使用,而不是只能二選一。
Q5:鋼軌銑磨適合用在哪些場域?
A:鋼軌銑磨常見於高鐵、捷運、重載鐵路、隧道、彎道、道岔與噪音敏感區域。當維護單位需要降低火花粉塵、回收切屑、恢復精準輪廓或縮短封鎖時間時,銑磨會是值得評估的方案。

鋼軌銑磨刀
移除量:0.2 – 3 mm
速度:最高2,500 m/h