有不鏽鋼鑽孔需求,卻被長屑困擾嗎?這裡有解方
#鑽頭系列當工件需要組裝時,需要先鑽孔,才能做進一步的加工,不管是攻牙產生螺紋,或是鏜孔、鉸孔讓孔的表面粗糙度更好,減少配合公差,而有更緊密的組裝。
鑽孔是一種切削加工方式,屬於粗加工,利用鑽頭在材料上切削或是加大孔尺寸。鑽頭是旋轉型的切削刀具,通常有多個切削刃,在鑽孔時鑽頭會接近工件施加壓力,壓力及轉速迫使鑽頭穿過工件移除材料,留下圓孔,而切屑也會從圓孔中脫落。
而且鑽孔時是密閉空間,這時斷屑和排屑就會比起銑削和車削來說更重要,良好的斷屑和排屑,才能讓鑽孔順利,甚至增加鑽孔效率。
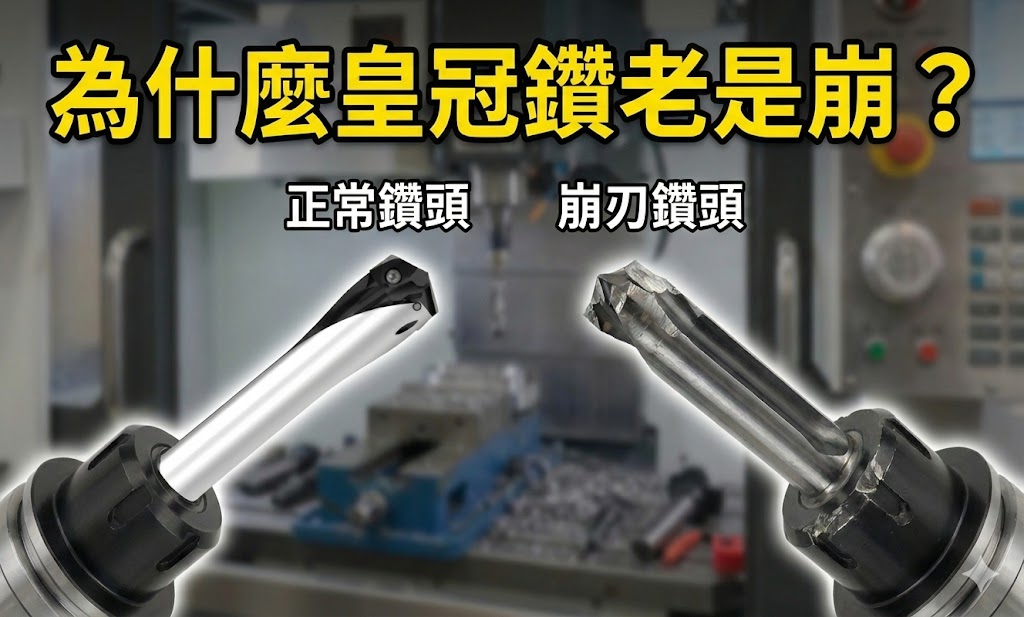
然而不鏽鋼的可加工性低,加工不鏽鋼仍面臨許多獨特的挑戰,而要利用不鏽鋼的許多優點,就必須克服其挑戰。尤其是304、316不鏽鋼最常見,卻也最難搞,因為其韌性好延展性高,特別容易出現長屑,導致鑽孔不順利。
而本集介紹更多解決不鏽鋼鑽孔問題的方法